��һ���֣����D݁Ϳ���l��
�M�㷴�D݁Ϳ�l��
�����N���zƬ���z����ͬ���|�е����z�O�䱻�Q�顰���D݁Ϳ���^���� �˸�Ϳģʽ����Ӌ�������z�C��ʹ�䱻�\���ڏV�������z�\���С�
�����挍�ķ��D݁Ϳģʽ
��߂�ɂ��l��.
��һ���l����Ҫ���DӋ����݁�����p������Ϳ�ϱ�횽��^݁�泯���෴�����\�D�ă�݁�r����D1��ʾ��
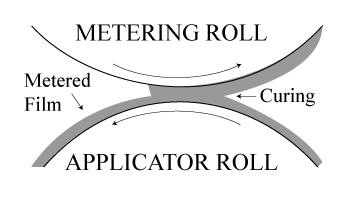
�D1
�ĈD1�пɿ�����Ӌ���zƬ�����Ҫ�Á�y����݁�g϶���g϶���
���DӋ��߀�����_��ƽ��Ч�������෴�ĸ�Ϳ��ʽ�������D݁Ӌ��������Ϳ���ډ�϶�����̾��x�����Ӯa���^��ֲڵ�Ϳ���棬�@����Ϳ�ӷ��ѵĵ��ͬF��Ϳ�ӷ���ͨ�����²�����ҕ�X����Ϳ�ӡ��ء��y��ͨ�����������D݁Ӌ�����µġ�����һ�������g�Z���y���Á�����Ϳ�Ӡ�r�������@������Ҏ�t���^��Ϳ���g����ͨ�^����Ϳ�ӷ��Ѻ��y�F���D݁Ϳ�ķ��DӋ�������ṩһ������ƽ���������Ӌ��Ϳ��
�ڶ������О��挍���D݁Ϳģʽ��Ҫ����Ҫ��Ϳ�Ϸ��D�\���������ϣ�Ҳ�����f��Ӌ�����ӱ�횹β������z݁���ӵ��Ƅӻ����ϣ����cͿ���\�D�����෴�����D�β��±�����F���D݁���zģʽ�������F�ı��ӷ��ѬF��
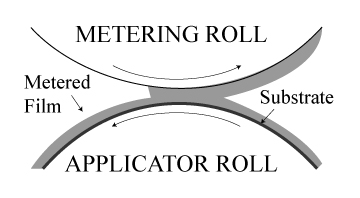
�D2
�҂��F�������x���挍���D݁ͿҪ��Ӌ�������z�^����_���@�ɷN����ͬ�r�\�D���a����ͬ��Ч�������OӋ�ڈD2���@ʾ�������x�顰݁�g��Ϳ������ֱ��Ӌ����������݁����Ϳ��
�ڴ˷N��Ϳģʽ�£����ĺ�ȼ�����ȱ��О�Ӌ����ʽ�������挍���D݁Ϳģʽ�Ѕs�]�С��c������Ϳ��ʽ��ͬ���ǣ����挍���D݁Ϳģʽ����Ҫ�A��Ӌ��Ϳ�Ͼ����ȣ�����ҕ���ĺ��׃�����@��ʹ�÷��D݁Ϳ���^���Q�顰݆����Ϳ���^ʽ�ľ�����Ϳ���^����ζ�����zͿ����Ļ��|��݆�������Ǯa�������ȵĸ�ͿƬ��
�ĈD1�п��Կ�������Ӌ��݁�x�_Ӌ���^�r������控��һ��Ϳ�ϣ������ؕr݁����Ȼ���ָɃ��қ]���κ�Ϳ�Ϛ��ࡣ�@����飬��Ӌ��݁�x�_Ӌ���^��r���҂�����һ���坍�ε��坍Ӌ��݁
��Ȼ�����O���횶�λ�ã��Ա�����«@ȡ���؏�ʹ�ùβ�Ϳ�ϣ����β���Ϳ�����ܴ�ȻҲ��횶�λ��ʹ������һ����݁�坍������������@�����������´�������Ʒ����Ϳ�����ϴ��ڗl�y����ȻҲ���ܕ������������}���F����Ҳ��Щ��Ϳ���|����Ӌ��݁��������������˱�����һ�ӣ����m��ɲ����cӋ��Ϳ����������K������Ϳ��ƽ���ԡ�
�β���ʹ�õIJ��|�����ȱ������ʹ�䲻���ڹ�Ӌ��݁���棬ͬ�rҲ�������ҕ�X覴á������ijЩ���z�У��β���һ���}
�Еr���φ��}������ͨ�^�O��Ӌ��݁�ٶȞ������Q����Ҳ���a�����}�����������a���k�������DӋ��݁�����������¹ε���Ȼ�������¹ε���Ͳ��ܷQ�������ķ��D�ε���Ҳͬ�r����������ǰ���D݁Ϳһ�ӵĆ��}���@���������˴˷N��ʽ�Ĺ��á�